|
������ʾ����ʹ���״μƻ��Σ��������͵��߸����Լ��ӹ��������뿼�Ƿ��룬Ҳ�Ƿdz���ȡ�ġ�����������ͨ��ʹ���µ��������ϡ��Ż������� 
��ʹ���״μƻ��Σ��������͵��߸����Լ��ӹ��������뿼�Ƿ��룬Ҳ�Ƿdz���ȡ�ġ�����������ͨ��ʹ���µ��������ϡ��Ż�����������״������Ϳ�㣬�Ӷ������Ѽӹ��������ϵĻ��ӹ������� ��ǰ����ȣ���Լӹ��������Ծ����Ľ������㲿������������ʦ����Щʲô�뷨����Ȼ��������Ҫ���������мӹ��IJ��ϣ��Ͼ���������֪�ֲĺ����������֮�⣬һ�����и�ǿ�ȺϽ�����һ����Ҳ�����ʹ������ϡ��Ѻ��ѺϽ�����������ں��캽������ҵ�����ǣ�����Ҳ��CFRP��GFRP����һ����������������ҵ�����ܻ��е����ҵ�ȸ��������ڰ�������Ҫ��ɫ�� 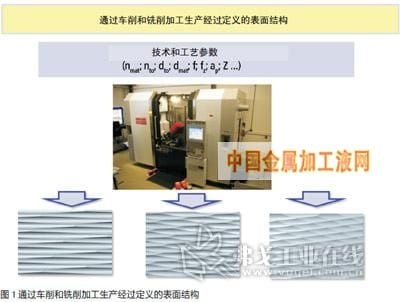
���⣬��������ʦ��Ҫ�������ǹ��յĸ����ԣ����ǵ����ӹ�������������Եļ���˳����Ӧ����Ļ����͵��߸����Լ��ӹ������ȡ����������չ滮�����У�������Щ���ⶼ�������Իش𡣳��˴���ļ���������֮�⣬���÷���Ŀ��ǵ�ȻҲ�����ž��������á�Ҳ����˵���ɱ��������㲿����Ҫ�ﵽ����������ͬ����Ҫ�ģ�Ӧ������ͨ�̿��ǡ� ��Ϊ���ӹ�����������ɲ��֣������������������ڹ���ս���ϻ�øĽ���ߣ���������״�Ʊ��õĵ������ھ��ӹ��������գ�ȡ����ͳ�ӹ�����——�����ӹ����ȴ�������Ӳ���ӹ���ĥ���������˼�����Ҫʱ��֮�⣬��ȡ���м�����͵ȴ�ʱ���Լ�������������������Ӷ����ؼ�����ÿ���㲿���ļӹ��������� 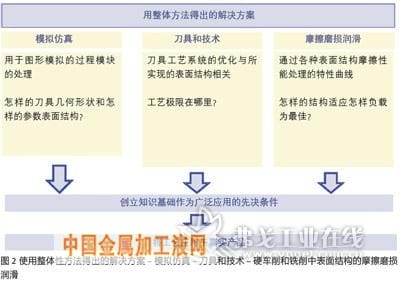
һ��װ���������Ӽ�����״ ���ó�����ϳ���ӹ����տ��ٳ������Ŀ����ԣ�һ��װ�������Լӹ��������Ӽ�����״�����������㲿�������⣬�ӹ����������ı���ṹ�������������㲿������Ħ��������Ҫ���ڴ˵�Ŀ�꣬�DZ���ͨ����������״�빤�ղ����ľ�ȷƥ�䣬�ӹ���������ͼ1����ʾ�ľ�ȷ����ı���ṹ��
�������ǰ����Ŭ������������﷽ʽ���Ա��ڽ��е��ߺ��ռ���ϵͳ�Ż���ͬʱ�������ṩ��Ӧ�Ĺ���ģ�ͣ�����ͼ��ģ����棬���һ�Ҫ�������ַ������������ı���ṹĦ������Ϊ�ṩָ������ˣ�Ŀ�ĺͽ��������ͼ2��ʾ�������ۺϽ���������ڹ������棬���Ѽӹ��������Ͻ��гɹ����ӹ��Ĺؼ��Ⱦ������ǿ����������ִ�����������ȡ�õľ������������ֹĥ������ͱ�����Ϳ�㡣 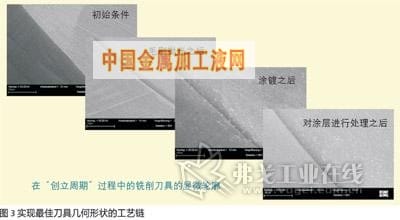
�������������Ͻ��е�Բ�� Ϊ���ڶ��Ѽӹ��������ϣ���Ӳ���֡��ѻ�GFRP��CFRP�����мӹ�ʱ������������������״���о�Ժ���͵����������������������ڽ�����Ŭ����ͼ3�������ӹ�����Ч��Ӧ�ô���������Ӧ�����ƥ���Э������ �ڴ�ǿ�����ص����������������н��о��ȵ�Բ�ǡ���Ϊ��ذ�����ȷ���Ƽӹ�˳��ƻ�ʱ����Ϊ������Ĺ��գ���ëˢ�⡢���衢���������ӹ�����ҷʽ�����ӹ���drag finishing���ȼӹ����ձ���Ҫ���Ŀ�����������ˣ�ĥ��֮�������״̬�����ã����ٱ߽Ǿ��У��Ӷ��ﵽ�߽��ȶ��������ͬʱ���������˵�����������ѭ����ʵ�������ƣ�ͼ4������������ػ��ӹ����յľ���Ч�淽�棬����һ���������б��� �ڴ�������δ���Ĵ����Ե��߽���������棬�������ͼ�Ħ����Ϳ�Ƶ��ߺ��㲿������Ҫ�����ڲ������ӡ���GFE�����Թ�ҵ��ĺ������Ŀ��������У����˽�һ����������Ϳ��֮�⣬���ص�����������������ϣ�������������Ϳ�������������Ϳ�㡣 ���õ�������Ϳ���Ŀ����ʵ�ֺ��Ż�����Ӳ�ʲ����������մɽṹ�Ľ�ϣ�ͬʱ����������Ϳ��ϵͳ����Խ�ԡ������������о������Ѿ����¶���Ӧ��ĥ�����Է���ȡ����ʵ���ԵĽ�չ���������ߵ��ߵ�ʹ�������� 
����������������ӦͿ���ϵ�Ŀ����Ҫ����������Ϳ�㱣���������������������ڻ��ӹ������б��ⷢ��������С����ڿ�����ʹ��������������Ϳ�㲢��Ͼ����Ż���Ӧ������ճ��㣬����Ч������ʵ�֡���ˣ����־ٴ��Ѿ���Ϊ���þ��ÿ��еļӹ����ն��Ѽӹ��������Ͻ��л��ӹ���������Ҫ������ �ڱ����У��о���һЩ������˵���û���ҵ�й��Ż����������ر����Ѽӹ����ϵĹ���������Ҫ���������������ġ�һ���棬���������ܵı���ṹ��ȷ������������״��Ϳ����Ż������������ļӹ����յ���ʵ�֣�����һ����Ҳָ�������о��������棬��Ȼ�������Ų���DZ����
|